
Selezione dei parametri di taglio nelle aree critiche del percorso utensile (raccordi)
PREREQUISITI
- Conoscenza base di CNC
- Conoscenza base dei processi di fresatura
- Conoscenza base di software CAD/CAM
- TEMPO DI APPRENDIMENTO: 40 min.
OBIETTIVI
- Calcolare i parametri di taglio per preservare l’integrità dell’utensile nelle curve del percorso utensile.
DOMANDE ANTICIPATIVE
- Sai che se devi fare una tasca raccordata NON devi scegliere una fresa di raggio pari a quello del raccordo perché altrimenti rischi di romperla?
- Sai che NON devi scegliere l’avanzamento del centro fresa quando sei in curva?
VELOCITÀ DI AVANZAMENTO PERIFERICA Vs NEL CENTRO FRESA
Un problema importante da considerare è l’amplificazione dell’avanzamento al dente (e conseguente amplificazione dello spessore di truciolo) in corrispondenza delle curve del percorso utensile. Dobbiamo considerare che la macchina impone la velocità di avanzamento dell’asse dell’utensile, che è anche l’asse del mandrino. Se il raggio dell’utensile è troppo simile al raggio del pezzo, il centro dell’utensile deve seguire una curva con un raggio ridotto pari a Dvf/2 (vedi grafico successivo).
A questo punto, se chiediamo alla macchina di mantenere costante la velocità di avanzamento (come è ragionevole in generale), lo farà se la sua performance in termini di accelerazione è sufficiente. Come detto, i centri di microfresatura hanno una buona performance dinamica, così potrebbero essere in grado di assolvere al compito. Ma il problema è legato al fatto che il raggio utensile amplifica l’avanzamento alla periferia dell’utensile creando il rischio di superare la resistenza statica dell’utensile sotto la forza di taglio. L’unico modo per superare questo problema è fissare fz, come suggerito dal produttore dell’utensile, alla periferia dell’utensile, come è stato fatto in questa lezione.
vfm è la velocità di avanzamento alla periferia che soddisfa il vincolo su fz e vf è la conseguente velocità di avanzamento al centro dell’utensile.
In altre parole, l’asse dell’utensile deve ridurre la propria velocità di avanzamento in curva, specialmente se vengono impiegati utensili relativamente grandi, come accade in microfresatura, dove una certa dimensione minima degli utensili non può essere ulteriormente ridotta affinché gli utensili possano essere realizzati industrialmente.
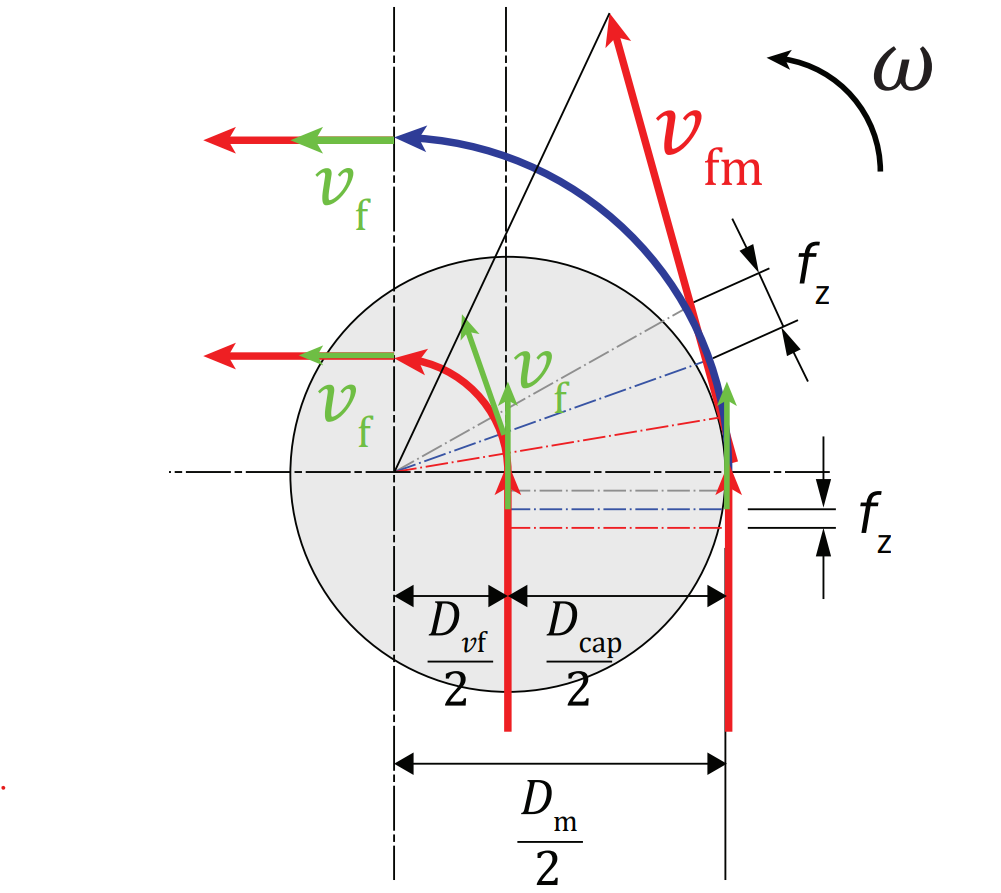
Variazione della velocità di avanzamento in curva.
La velocità di avanzamento periferica vfm è uguale alla velocità di avanzamento del centro fresa vf nelle traiettorie rettilinee:
v_\mathrm{fm}=v_\mathrm{f}=nf_\mathrm{z}Z
Quando inizia la curva, il moto di avanzamento della fresa diventa rotatorio attorno al centro della curva (il moto di taglio non gioca un ruolo in questo fenomeno). Così possiamo scrivere:
\frac{v_\mathrm{f}}{\frac{D_\mathrm{{vf}}}{2}}=\frac{v_\mathrm{fm}}{\frac{D_\mathrm{m}}{2}}=\omega
La macchina mantiene vf costante al centro utensile, ma la curva amplifica vf secondo questo fattore:
\frac{v_\mathrm{fm}}{v_\mathrm{f}}=\frac{D_\mathrm{m}}{D_\mathrm{vf}}
- vfm = Velocità di avanzamento periferica (mm/min)
- vf = velocità di avanzamento del centro fresa (mm/min)
- fz = Avanzamento al dente (mm)
- Dm = Diametro finale del pezzo (mm)
- Dvf = Diametro della traiettoria del centro fresa (mm)
- Dcap = Diametro dell’utensile alla profondità da taglio effettiva (mm)
- ꙍ = Velocità angolare del moto di rotazione della fresa (rad/s)
\frac{D_\mathrm{vf}}{2}=\frac{D_\mathrm{m}}{2}-\frac{D_\mathrm{{cap}}}{2} \rightarrow D_\mathrm{vf}=D_\mathrm{m}-D_\mathrm{cap}
Se il diametro dell’utensile Dcap è prossimo al diametro del raccordo Dm, Dvf si riduce e la situazione è persino peggiore.
Valori elevati di vfm comportano valori elevati di fz
v_\mathrm{fm}=nf_\mathrm{z}Z
La fresa potrebbe rompersi!
Il modo migliore per scegliere la velocità di avanzamento in corrispondenza dei raccordi è di calcolare vfm in base al valore di fz, suggerito dal catalogo dell’utensiliere:
v_\mathrm{fm}=nf_\mathrm{z}Z \rightarrow v_\mathrm{f}=\frac{v_\mathrm{fm}D_\mathrm{vf}}{D_\mathrm{m}}
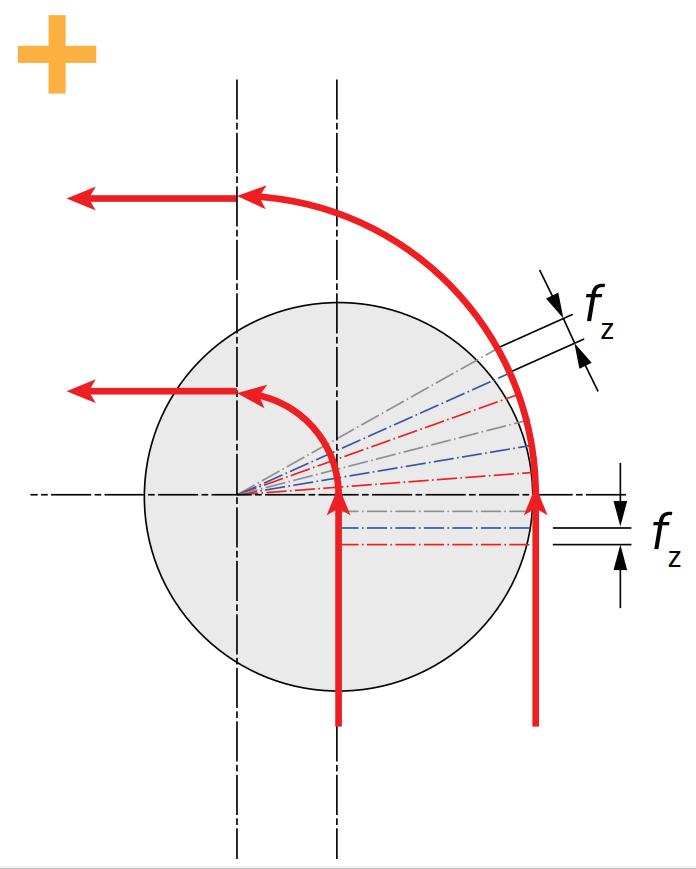
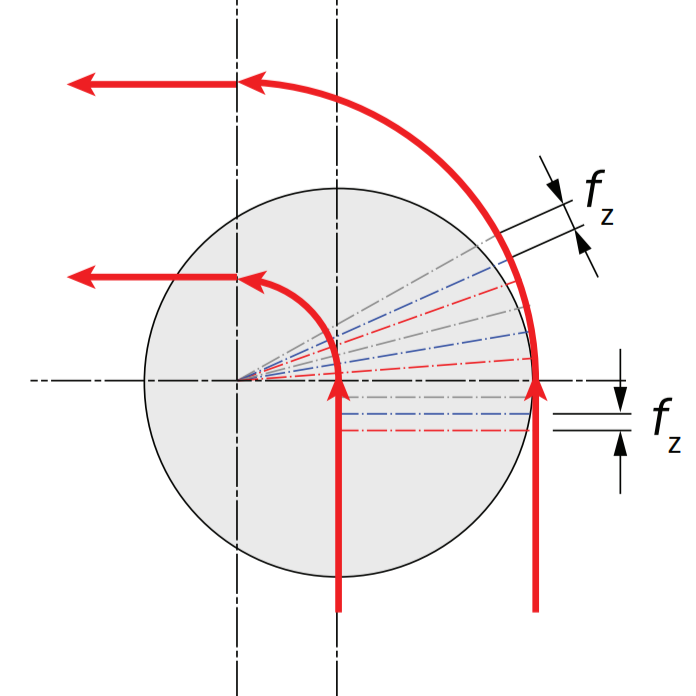
Variazione dell’ avanzamento al dente in curva.
- COMPETENZE ACQUISITE
Hai acquisito le seguenti competenze
- Calcolare i parametri di taglio per preservare l’integrità dell’utensile nelle curve del percorso utensile.
CONTATTI UTILI, LINK E DOWNLOAD
Contatti
- Per gli studenti:
Prof. Massimiliano Annoni, Politecnico di Milano: massimiliano.annoni@polimi.it - Per gli educatori:
Prof. Massimiliano Annoni, Politecnico di Milano: massimiliano.annoni@polimi.it - Per le imprese:
Prof. Massimiliano Annoni, Politecnico di Milano: massimiliano.annoni@polimi.it
- LEARNING TIME: -- min.